CASE STUDY
Fuji Foods upgrades old manually operated food seasoning system to fully automated recipe driven PlantPAx batching system
The Challenge
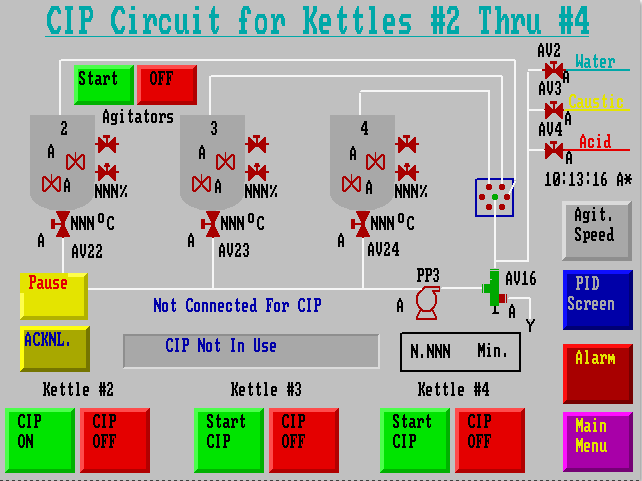
DSI was tasked with updating the controls for an existing food seasoning process controls system. The original controls system used 3 racks of Allen-Bradley PLC-5 hardware with one central processor. The operator interface was a PanelView ME and a single FactoryTalk SE Station developed by an out-of-country integrator using custom process control graphics. In addition, the customer’s existing recipe control system wasn’t being used. Much of the operation was controlled manually by forcing valves open and closed. The operators would monitor flow rates and temperatures before manually manipulating pump speeds and temperature setpoints. The customer understood that updating the process controls system from a manual operation to a fully automated system would increase consistency, efficiency, reliability, and quality.
The Actions
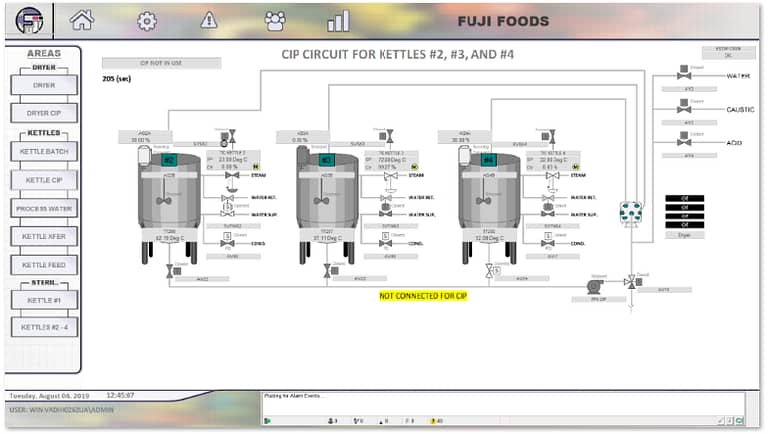
New System Features – The new system uses a CompactLogix 5069-L340ER with remote IO over Ethernet IP. The PLC program was rewritten using Rockwell’s PlantPAx Process Control Library v3.5 AOI’s. DSI created a new FactoryTalk SE Station application using the PlantPAx graphics library and replaced the PanelView with a Panel PC running the same FactoryTalk application.
System Installation Approach – DSI Innovations worked closely with the customer to develop a control architecture and approach that would address their immediate and future requirements and concerns. Our engineers used the following approach:
- Obsolete hardware was replaced with a new, readily available Rockwell product line.
- A standard process control library was developed and can be supported by a wide range of Rockwell Integrators.
- PlantPAx process control library allows more control and configuration from the operator interface without needing to go online with the PLC. Built-in security protections provide easy-to-use interface for designing, commissioning, maintaining, and operating process control devices.
- PlantPAx diagnostic features, such as device status, faults, interlocks, and alarms, allow operators and maintenance staff to quickly identify and diagnose issues in the system.
- An easy-to-use recipe control system was developed to automatically add and mix raw materials and to control tank temperatures and flow rates. Improved graphics helped operators run production more easily and consistently from one batch to the next.
- FacotryTalk SE TrendPro was implemented using the built-in data logger to track batch data, such as temperatures, flow rates, etc. TrendPro allowed the customer to easily modify existing trends and build new trends for improved process data visibility.
The Results
The installation and testing were scheduled to last two weeks, with full production to start on the Monday of the third week. The wiring and IO checkout were completed at the end of the first week and water batch testing was completed by the end of the second week. On the Monday of the third week, the customer was able to run full production without any downtime.
The improved recipe controls allowed the operators to reliably run multiple batches without manual intervention and constant supervision. This led to improved batch times and more consistent product results from the quality control lab.
The new operator interface controls and PlantPAx graphics gave the operators better visibility of the process so they could respond quickly to variations from normal operation. Start up, shut down, and CIP sequences were made easier to follow by incorporating pop-ups notifications and checklists for the operators to follow.
DSI also provided improved tuning for the PID loops controlling temperature, pressure, and product flow. These improvements reduced the need for operators to manually manipulate pump speeds and control valves to achieve the desired results. For instance, prior to the upgrade, the chamber inlet temperature would overshoot the setpoint by almost 10˚C and take several minutes to stabilize. After DSI tuned this temperature loop, the overshoot was limited to 2˚C while reducing by half the time it took to stabilize.
Winston Salem
Clarksville, TN